




技术总结实验案例
验证铸件如何提高球化率的工艺措施
国内普通球墨铸铁铸件的球化级别要求达到4级以上,(即球化率70%,)一般铸造厂达到的球化率为85%左右。近年来,随着球墨铸铁生产的发展,尤其是在风电铸件生产和铸件质量要求较高的行业,要求球化级别达到2级,即球化率达到90%以上。笔者公司通过对QT400-15原采用的球化、孕育处理工艺以及球化剂、孕育剂进行分析、改进,使球墨铸铁的球化率达到了90%以上。
1、原生产工艺
原生产工艺:熔炼设备采用2.0T中频炉和1.5T工频炉;QT400-15原铁液成分为ω(C)=3.75%~3.95%、ω(Si)=1.4%~1.7%、ω(Mn)≤0.40%、ω(P)≤0.07%、ω(S)≤0.035%;球化处理所用球化剂为1.3%~l.5%的RE3Mg8SiFe合金;孕育处理所用孕育剂为0.7%~0.9%的75SiFe-C合金。球化处理采用两次出铁冲入法:先出铁55%~60%,进行球化处理,然后加入孕育剂,再补加其余铁液。由于球化、孕育采用传统的方式,用25 mm厚的单铸楔形试块检测得到的球化率一般在80%左右,即球化级别3级。
2、提高球化率的试验方案
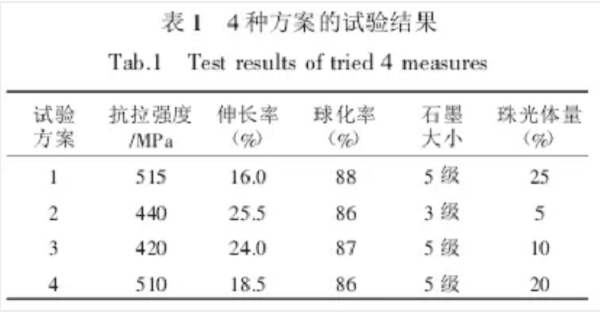
为提高球化率,对原来的球化和孕育处理工艺进行了改进,主要措施是:增大球化剂和孕育剂加入量、净化铁液、脱硫处理等。球化率仍然采用25 mm的单铸楔形试块进行检测,具体方案如下:
(1)分析原工艺球化率偏低的原因,曾认为是球化剂用量较少,故将球化剂加入量由1.3%~1.4%增加到1.7%,但球化率并未达到要求。
(2)另一种猜测是认为球化率偏低可能是由于孕育不良或孕育衰退引起,因而试验加大孕育剂量,由0.7%~0.9%增加到1.1%,球化率亦未达到要求。
(3)继续分析认为铁液夹杂较多、球化干扰元素偏高等可能是造成球化率偏低的原因,因而对铁液进行高温净化,高温净化温度一般控制在1 500±10℃,但其球化率仍未突破90%。
(4) ω(S)量高严重消耗球化剂量并加速球化衰退,因此增加脱硫处理,将原铁液ω(S)量从原来的0.035%降低到0.020%以下,但球化率也只达到86%。以上4种方案的试验结果如表1所示,楔形试块的组织和力学性能均未达到要求。
3、采用的改进方案
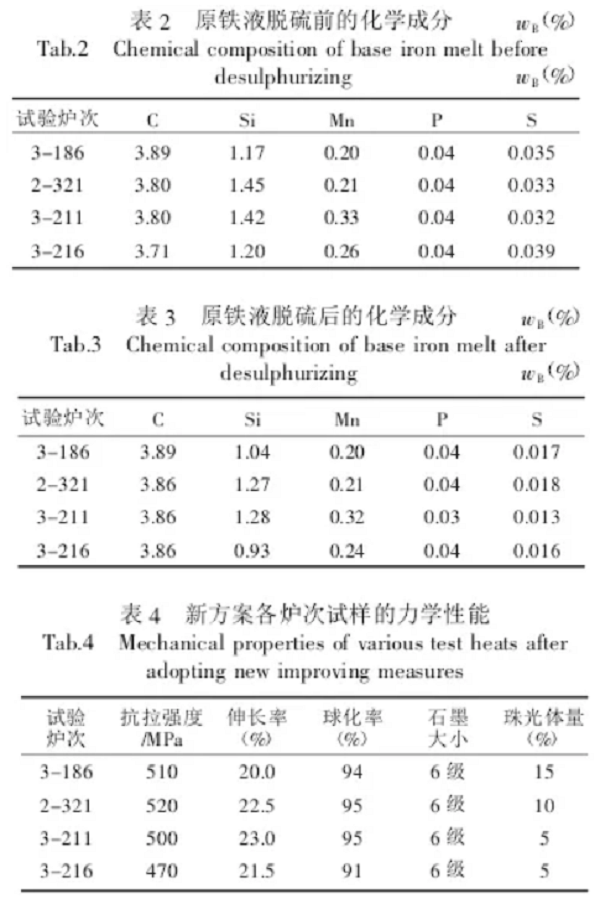
3.1具体改进措施 原材料采用生铁、无锈或少锈的废钢和回炉料;对原铁液进行炉外加纯碱(Na2CO3)脱硫;采用福士科390预处理剂在包内进行预脱氧处理;采用福士科球化剂进行球化处理;采用碳化硅和硅铁联合孕育。新工艺原铁液成分控制:ω(C)=(3.70%~3.90%、ω(Si)=0.80%~1.20%[铸件ω(Si终)=2.60%~3.00%]、ω(Mn)≤0.30%、ω(P)≤0.05%、ω(S)≤0.02%。当原铁液ω(S)量超过0.02%时,采用工业用纯碱进行炉前脱硫处理,因脱硫反应是吸热反应,要求脱硫温度控制在1500℃左右,纯碱加入量根据炉前熔清时的ω(S)量高低控制在1.5 % ~2.5 %。同时,球化处理包采用普通的堤坝式处理包,首先把福士科NODALLOY7RE牌号球化剂1.7%加入包底堤坝一侧,扒平压实,用0.2%的粉末状碳化硅和0.3%的小块状75SiFe先后覆盖一层,捣实后用压铁盖上,在铁液包的另一侧加入0.3%的福士科390孕育剂。出铁时首先冲入总铁液量的55%~60%,待球化反应完毕后,加入1.2%的75SiFe-C孕育剂后冲入剩余铁液,扒渣浇注。
3.2试验结果 原铁液脱硫前后的的成分见表2、表3,25mm单铸楔形试块对应的力学性能和金相组织见表4,金相组织中球化率的评定方法采用金相图像分析系统自动检测。
4、结果分析
4.1主要元素对球化率的影响C、Si:C能促进石墨化,减少白口倾向,但ω(C)量高会使CE过高而容易产生石墨漂浮,一般控制在3.7%~3.9%。Si能加强石墨化能力,消除渗碳体。Si以孕育剂的方式加入时,可大大降低铁液的过冷能力。为了提高孕育效果,原铁液的ω(Si)量从原来的1.3% ~1.5%降到0.8%~1.2% ,ω(Si终)量控制在2.60%~3.00% 。Mn:在结晶过程中,Mn增加铸铁的过冷倾向,促进形成碳化物(FeMn) 3C。在共析转变过程中,Mn降低共析转变温度,稳定并细化珠光体。Mn对球化率没有太大的影响。因受原材料的影响,一般控制ω(Mn)<0.30%。P:当ω(P)<0.05%时固溶于Fe,难以形成磷共晶,对球铁的球化率影响不是很大。S:S是反球化元素,S在球化反应时消耗球化剂中的Mg和RE,阻碍石墨化,降低球化率。硫化物夹渣还会在铁液凝固之前回硫,再次消耗球化元素,加快球化衰退,进一步影响球化率。为了达到高的球化率,应该使原铁液的ω(S)量降低到0.02%以下。
4.2脱硫处理当炉料熔清后,取样分析化学成分,当ω(S)量高于0.02%时要进行脱硫处理。纯碱脱硫的原理为:将一定量的纯碱置于浇包内,利用铁液流冲入而搅拌,纯碱在高温下分解,反应式为Na2CO3=Na2O+CO2↑:生成的Na2O又与铁液中硫化合生成Na2S,(Na2O)+[FeS]=(Na2S) +(FeO)。Na2CO3分解析出CO2引起铁液剧烈搅动,促进脱硫过程进行。纯碱渣极易流动、很快上浮,脱硫反应时间很短,脱硫后应及时扒渣,否则会回硫。
4.3预脱氧处理、球化处理及孕育处理福士科390预处理剂在包内起到预脱氧处理的作用,同时增加石墨形核核心、增加单位面积石墨球数,还可以提高Mg的吸收率,大幅度提高抗衰退能力,提高球化率。福士科孕育剂含ω(Si) =60%~70%、ω(Ca)=0.4%~2.0%、ω(Ba)=7%~11%,其中Ba可以延长有效孕育时间。选用福士科球化剂牌号为NODALLOY7RE,其ω(Si)=40%~50%、ω(Mg)=7.0% ~ 8.0%、ω(RE)=0.3%~1.0%、ω(Ca)=1.5%~2.5%、ω(Al)<1.0%。由于铁液经过了脱硫和预脱氧处理,铁液中消耗球化剂的元素大量减少,因此选用了ω(RE)量低的球化剂,以减少RE对球状石墨形态的恶化;起球化作用的元素主要是Mg;Ca和Al可以起到加强孕育的作用。采用碳化硅和硅铁联合孕育处理,碳化硅的熔点在1600℃左右,并在凝固时增加石墨结晶晶核,采用大剂量的硅铁孕育,可以防止球化衰退。
5、结论
生产铁素体球墨铸铁,要求球化率达到90%以上时,可以采用以下措施:
(1)选用优质炉料,减少炉料中的反球化元素。
(2)选用ω(RE)量低的球化剂,减少RE对球状石墨形态的恶化影响。
(3)原铁液的ω(S)量应小于0.020%,这样可以减少球化剂的消耗量,特别是硫化渣二次回硫所消耗的球化元素。
(4)对铁液进行预脱氧处理,增加单位面积石墨球数,提高球化率,大幅度提高抗衰退能力,延长有效孕育时间。
(5)降低原铁液中ω(Si)量,增加球化剂、孕育剂和各种预处理剂的加入量,强化孕育处理。
——来源于百铸网

 24小时服务热线 : 028-61377248
24小时服务热线 : 028-61377248